




Maszyna do formowania rolek sufitowych z kratką T
Nazwa maszyny:
Automatyczna, szybkoobrotowa, wielofunkcyjna maszyna do formowania rolek siatki głównej poprzez zmianę jednego zestawu jednostek formujących rolki (COMBI).
Jednostka formująca rolkowo z wykorzystaniem przekładni
1.1. Linia produkcyjna prętów T-Bar może być monitorowana przez sterownik PLC. Jeśli linia produkcyjna prętów T-Bar wykryje błędy, sterownik PLC je zlokalizuje. Jest łatwa w konserwacji dla pracowników.
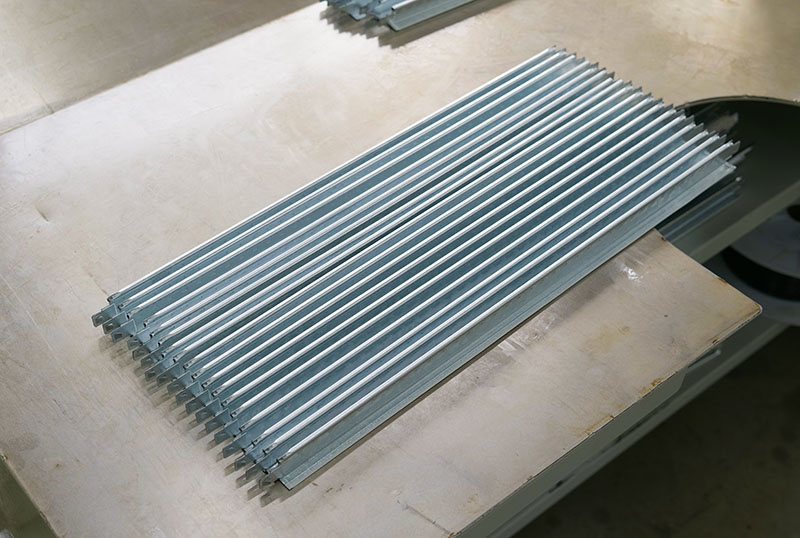
1.2. Prędkość produkcji prętów T-kształtnych wynosi 0–60 m/min. Średnia prędkość produkcji prętów poprzecznych T wynosi 36 m/min. W ciągu jednej minuty można wyprodukować 6 szt. o długości 3660 mm (12 stóp) i 40 szt. o długości 1200 mm (4 stopy).
1.3. Różne specyfikacje Jednostki formujące rolkami (6) można wymienić w ciągu 30 minut, możliwe jest wyprodukowanie specyfikacji 24X32H, jeśli doda się jeden zestaw jednostek formujących rolkami (6).
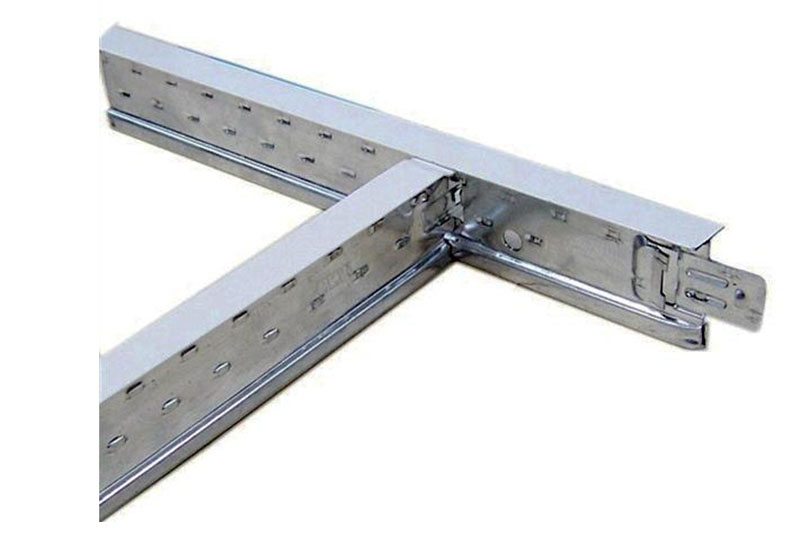
Rysunek produktu:
Główny profil pręta teowego 38h *24*3600mm/3700mm.
Profil poprzeczki teowej 38h*24*600/1200mm.
Projektujemy maszynę według potwierdzonego przez Państwa rysunku.
1. Podwójna rozwijarka z napędem silnikowym (zwój stali malowanej)
1.1. Nośność: 1500 kg*2
1.2. Specyfikacja zwoju: średnica zewnętrzna 2000 mm, średnica wewnętrzna 508 mm. Szerokość zwoju stali lakierowanej: 100 mm
1.3. Dokręcanie cewki poprzez ręczne walcowanie
1.4. Napędzany silnikiem
1.5. Silnik napędzany: 1,5 kW
2. Podwójna rozwijarka z napędem silnikowym (zwój ze stali ocynkowanej)
2.1. Nośność: 3000 kg*2
2.2. Specyfikacja cewki: średnica zewnętrzna 1500 mm, średnica wewnętrzna 508 mm, szerokość: 150 mm.
2.3. Ręcznie zwijając, aby naciągnąć cewkę.
2.4. Napędzany silnikiem
2.5. Silnik napędzany: 1,5 kW

Jednostki formujące rolki pracują z dużą prędkością, dlatego potrzebujemy jednostki magazynującej, aby chronić silnik i reduktor, a także przedłużyć ich żywotność.

Moc silnika wynosi 15 kW, marka: ABB.
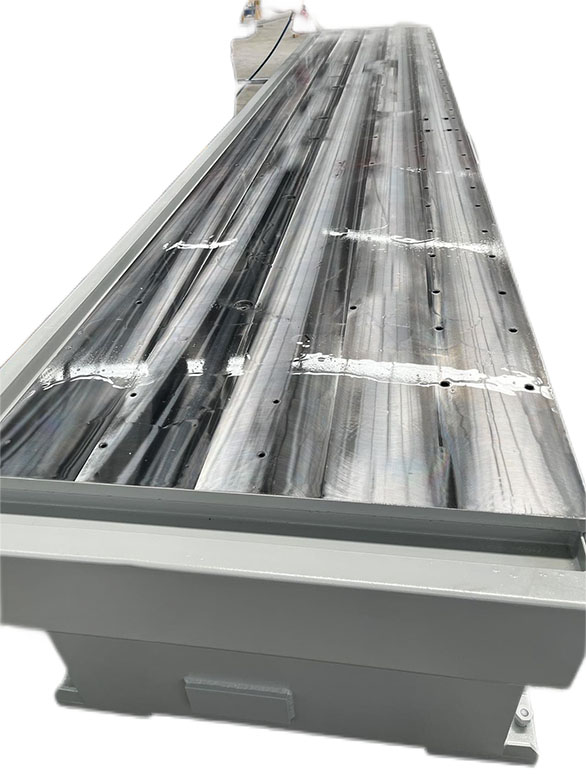
Materiał bazowy maszyny to stal Q345-B poddana całkowitej obróbce cieplnej w celu wyeliminowania sił wewnętrznych, co wydłuża żywotność maszyny.
Stół roboczy maszyny wykorzystuje dużą obróbkę CNC dla zapewnienia wysokiego poziomu precyzji, płaską tolerancję wynoszącą 0,05 mm, przestrzeń wynoszącą 0,02 mm w jednostkach formujących rolki lub sworzniu ustalającym.
Jednostki formujące rolkowo (COMBI) są zamocowane na podstawie maszyny. Jednostki COMBI można wymieniać w zależności od rozmiaru belki T.
Stanowisko do profilowania rolek 16+ 5 rolek pomocniczych. Materiał rolek: CR12MOV1(SKD11). Obróbka cieplna w próżni 58-62 HRC.
Maszyna do profilowania wykorzystuje całą konstrukcję przekładni, aby wydłużyć żywotność maszyny.
Średnica rdzenia wału wynosi ∮40 mm, materiał ma 40 CR w wyniku obróbki cieplnej.
Materiał ramy ściennej: Q345 - B, obróbka CNC, obróbka cieplna.
Liczba siedzisk prostujących: 1 zestaw, służy do prostowania sylwetki z góry na dół, z przodu i z tyłu, z lewej i z prawej strony.
Prędkość linii formującej 0-80 m/min. Możliwość automatycznej regulacji prędkości dużej lub małej.

Matryca wykrawająca wykonana jest z materiału SKD11 poddanego obróbce cieplnej w próżni. Twardość wynosi HRC 58–62.
Zainstaluj 6 sztuk wykrojników.
Długość odcięcia 3600 mm Otwory montażowe w kształcie litery T, Złącze wykonane poprzez dziurkowanie hydrauliczne, Robot przenosi dziurkowany pręt w kształcie litery T do stołu układającego.
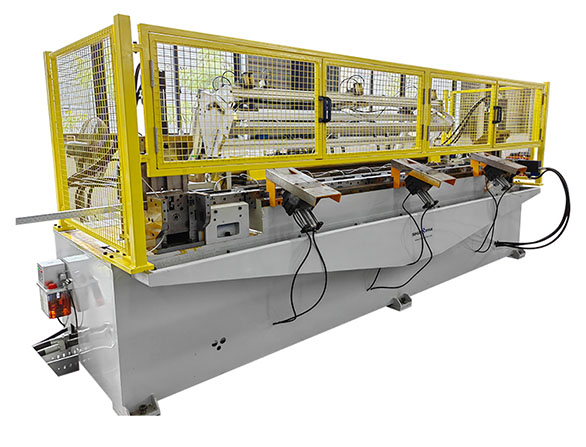
Moc silnika: 15 kW, marki silników: ABB
Ciśnienie robocze pompy: 140 kg Przepływ hydrauliczny: 65L Marka: Rexroth (niemiecki)
Cylindry olejowe, ilość: 9 sztuk
Akumulator: 25L Marka: OLAER (francuski)
Czujnik ciśnienia, IFM (niemiecki) zawór elektromagnetyczny: Rexroth (niemiecki)
Marka filtracji to Parker (USA) 10.7, olej chłodzony jest wodą lub powietrzem (w zależności od potrzeb).

Marki PLC: MITSUBISHI (JAPONIA).
Kontroler ścinania: włoski (SIHUA).
Moc przetwornicy częstotliwości: 15 kW Marka: YASKAWA (Japonia)
Marka przekaźnika i wyłącznika: Schneider.
Interfejs człowiek-maszyna (ekran dotykowy) marki: KINCO, rozmiar 10,4".
Szafka elektryczna, podłączona zewnętrznym przewodem za pomocą szybkozłączki.








Kategorie produktów
-

Maszyna do produkcji sufitowych belek poprzecznych w kształcie litery T, produkcji włoskiej technologii ...
-

Automatyczna, szybka, wielofunkcyjna główna ...
-

Sufit w technologii włoskiej SIHUA główny i poprzeczny...
-

Siatka sufitowa SIHUA w rolce, jakość szanghajska...
-

Maszyna do formowania walców poprzecznych z łącznikami ze stopu metali
-

Sufit podwieszany automatyczny długi i krótki krzyż...