





Maszyna do formowania rolek wsporników fotowoltaicznych Shanghai SIHUA
Maszyna do gięcia blach pod panele fotowoltaiczne to rodzaj urządzenia wykorzystywanego w procesie produkcji konstrukcji montażowych paneli słonecznych. Maszyna wykorzystuje proces gięcia blach do produkcji ciągłych arkuszy blachy, które są następnie cięte i formowane w różne kształty i rozmiary, tworząc różnorodne systemy montażowe paneli słonecznych.
Proces profilowania polega na przeciąganiu taśmy metalu przez szereg rolek, które stopniowo nadają jej pożądany profil lub kształt. W rezultacie powstaje ciągły arkusz blachy, który można ciąć i formować w pojedyncze elementy do konstrukcji montażowych paneli słonecznych.
Maszyna do formowania rolek podtrzymujących panele fotowoltaiczne jest zazwyczaj wykorzystywana w branży energii odnawialnej do produkcji wysokiej jakości, trwałych i wydajnych konstrukcji montażowych paneli słonecznych. Konstrukcje te są zaprojektowane tak, aby bezpiecznie utrzymywać panele słoneczne na miejscu i wytrzymywać różne warunki pogodowe, jednocześnie maksymalizując ich ekspozycję na światło słoneczne.
Ogólnie rzecz biorąc, maszyna do formowania rolek podtrzymujących panele fotowoltaiczne odgrywa istotną rolę w produkcji konstrukcji montażowych paneli słonecznych, które są kluczowymi elementami systemów energii słonecznej generujących czystą i zrównoważoną energię.
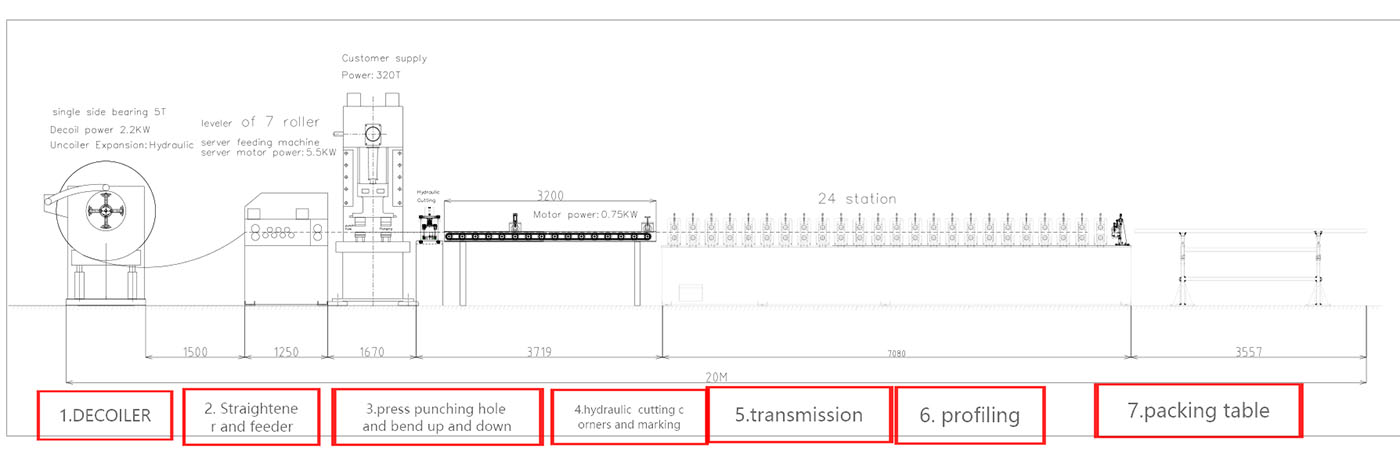
Proces produkcyjny: rozwijarka (rozwijarka, prostownica, podajnik serwo) → prasa (wykrawanie otworów) → maszyna do gięcia → maszyna do cięcia (napędzana układem hydraulicznym) wszystkie części były sterowane za pomocą układu sterowania elektrycznego (szczegóły poniżej)

| ROZWIJAK, PROSTOWNICA, PODAJNIK | |
| Rozwijarka hydrauliczna | Nośność: 4 tony z platformą ładunkową |
| Tworzywo | 2mm, S 235 JR |
| Prostownica | Szerokość materiału《450 mm |
| Podajnik serwo | dokładność skoku wynosi +-0,15 mm, marka PLC to Mitsubishi |
| Moc serwosilnika 2,9 kW, marka YASKAWA | |
| Maszyna prasująca i wykrojnik | |
| Nośność zespołu YangLi wynosi 125 ton | |
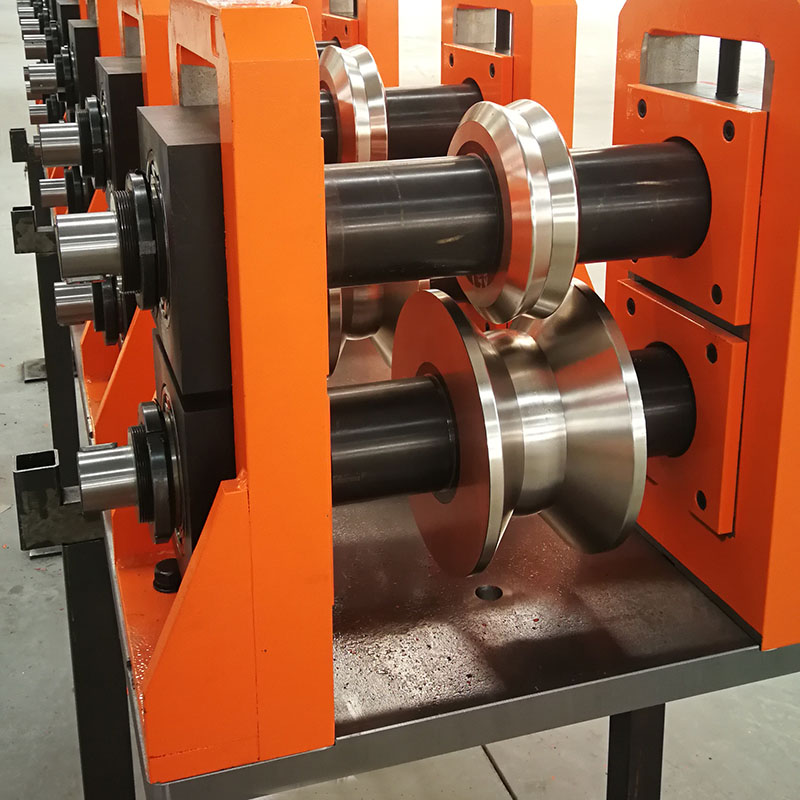
| Maszyna do formowania rolek wsporników fotowoltaicznych | |
| Prędkość produktu | 0-40 m na minutę |
| Rząd wałków | 20-35 kroków+ (prawidłowy prosty) |
| Średnica wału | Φ70mm, materiał-40Cr, obróbka cieplna |
| Materiał rolki | Twardość obróbki cieplnej Cr12MoV w próżni: 58-62 HRC |
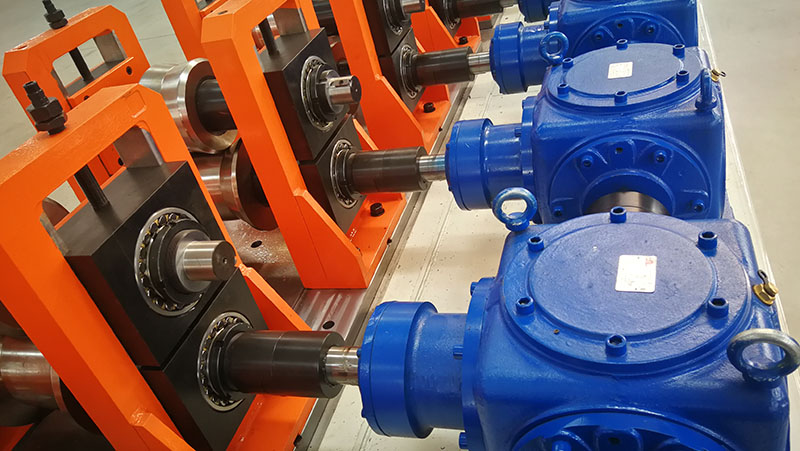
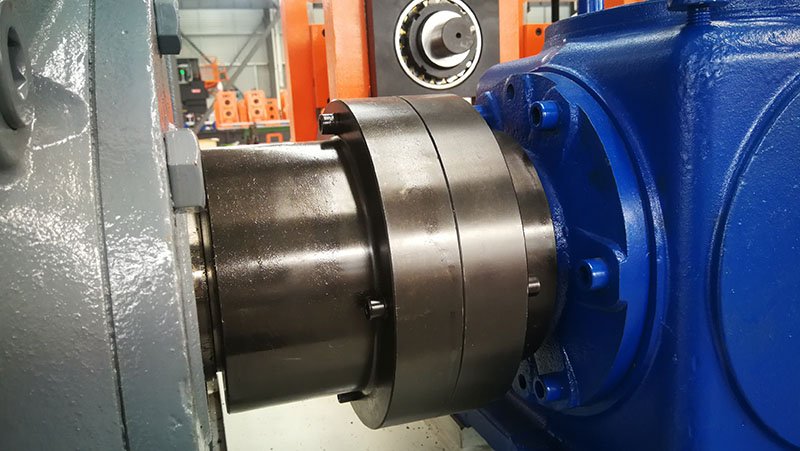
| Silnik z jednym dużym reduktorem Moc | 45KW Marka Siemens |
| Model przekładni stożkowej | T10 |
| Zainstalowano chłodzenie dla każdego wałka | |
| Stół do cięcia z kołkiem lokalizacyjnym | |
| Forma do cięcia | 4 zestawy |
| Tworzywo | SKD11 |
| Marka szyny prowadzącej | Uraz mózgu |
| Cylinder | ARITAC |
| Silnik serwo marki Yaskawa 4,4 kW | |
| Układ hydrauliczny | |
| Przepływ pompy hydraulicznej | 50 l/min |
| Moc silnika | 11 kW; SIEMENS |
| Numer wartości elektrozaworu hydraulicznego | 2 zestawy, REXROTH |
| Pojemność akumulatora hydraulicznego 25L | |
| Objętość zbiornika | 220L |
| Układ sterowania elektrycznego | |
| Koder | OMRON (japońska marka) |
| Silnik częstotliwości | 45 kW (NIDEC) |
| PLC | MITSUBISHI (japońska marka) |
| Interfejs człowieka | KINCO |
| Przekaźnik | OMRON (japońska marka) |
| Stół do pakowania | |
| Długość | 6,5 mln |
Kategorie produktów
-

Maszyna do formowania rolek profili pakowych
-

Maszyna do formowania i walcowania sworzni z serwo wymianą SIHUA...
-

Sprzęt do formowania rolek do rusztów sufitowych SIHUA
-

Sufit w technologii włoskiej SIHUA główny i poprzeczny...
-

SIHUA wysokiej jakości, spersonalizowany, gorący stojak omega ro...
-

Maszyna do formowania rolek korytek kablowych Sihua