


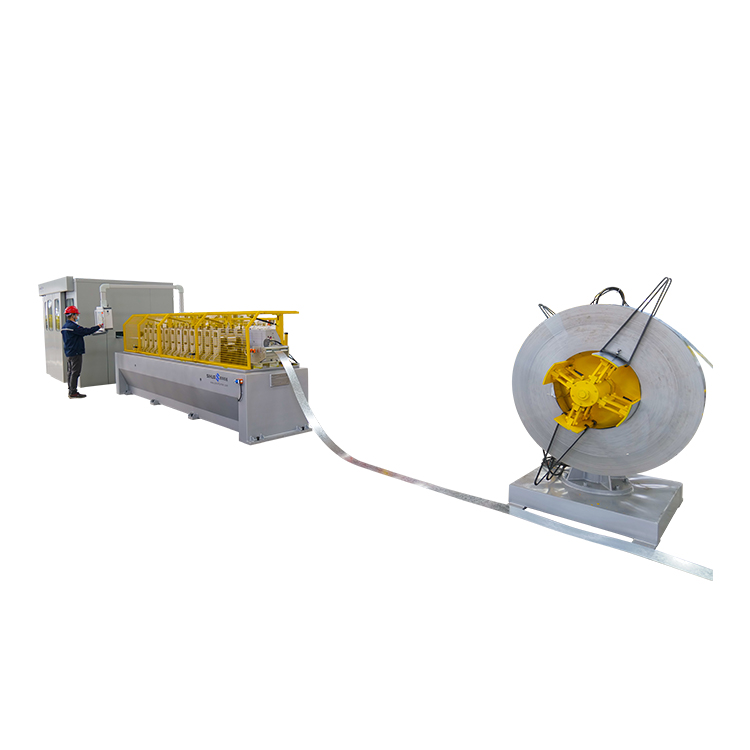
maszyna do cięcia wzdłużnego o szerokości 0,4-1,3 mm i szerokości 1300 mm
| Parametry surowca w postaci zwojów stali | |
| (1) Materiał mający zastosowanie | ocynkowana cewka |
| (2) grubość cięcia | 0,4 mm~1,3 mm |
| (3) Szerokość płyty | 300mm~1250mm |
| (4) Średnica wewnętrzna cewki stalowej | Φ508 mm |
| (5) Średnica zewnętrzna cewki stalowej | Φ1600mm |
| (6) Waga cewki | 15 ton |
| Parametry produktu gotowego | |
| (1) Tolerancja szerokości | ± 0,05 mm |
| (2) Długość bururra | 0,03 mm |
| (3) Liczba pasków rozdzielonych | Grubość płyty 1 mm, 25 pasków |
| (4) Prostość ścinania pionowego | 1 mm / 2000 mm |
| (5) Średnica pełnego okręgu cewki | Φ508 mm |
| (6) Średnica zewnętrzna rozwijarki | Φ1600mm |
| (三) Inne parametry sprzętu | |
| (1) Prędkość jednostkowa | 0~120m/min |
| (2) Powierzchnia podłogi (około) | w promieniu 17 m |
| (3) Zasilanie | 380 V / 50 HZ trójfazowy i pięciożyłowy |
| (4) Moc zainstalowana | około 160 kW |
| (5) Silnik napędowy | maszyna z otwartą cewką AC11 KW silnik zwykły maszyny AC75 KW silnik zwykły maszyny AC90 KW Silnik stacji hydraulicznej AC7.5KW |
| (6) Kierunek jednostki | patrząc na konsolę sterowniczą od (lewej) do (prawej) (kierunek maszyny do przodu) |
| (7) Operator produkcji | 1 pracownik techniczny i 2 pracowników ogólnych |
| (8) Kolor urządzenia | niebieski |
1.Wózek cewkowy
2. Rozwijak hydrauliczny
3.Podpora hydrauliczna pomocnicza I
4.Przejście mostem na żywo I
5. Prowadnica boczna i maszyna do cięcia wzdłużnego
6.nawijarka złomu (obie strony)
7. Most przejezdny II
8. stół separatorowy i napinający
9.Hydrauliczny nawijak
10.Podpora hydrauliczna pomocnicza II
11.Wózek cewki wyjściowej do nawijarki 1
2.Układ hydrauliczny
13.Układ sterowania elektrycznego

1 wózek cewkowy (1 zestaw)
(1) Główna konstrukcja: płyta stalowa, koło jezdne, cztery kolumny prowadzące, wał napędowy itp.
(2) Nośność 15 ton, napęd hydrauliczny, prędkość chodzenia 6 metrów na minutę.
(3) Moc ciśnienia oleju: wysokość podnoszenia 600 mm, cylinder ciśnienia oleju: FA- Φ125 mm (1 gałąź).
parametr techniczny
| formularz | Ciężka stalowa rama, sterowanie ciśnieniem oleju i silnikiem |
| ilość | A |
| Powierzchnia typu V | Spawanie płyt nylonowych i płyt stalowych |
| łożysko | 15 ton |
| Wycieczka wyciągiem | 600 mm |
| Moc chodzenia w samochodzie | silnik |
| Prędkość chodzenia samochodu | 6 m/min |
Budowa i zastosowanie: służy do zasilania otwartego kodera, transportu zwojów stali ze stołu magazynowego do szpuli otwartego kodera, ruch wózka jest sterowany silnikiem ciśnieniowym oleju, a podnoszenie odbywa się za pomocą siłownika hydraulicznego.
Mechanizm podnoszący: siłownik hydrauliczny i przesuwna konstrukcja kolumnowa z czterema prowadnicami, siła podnoszenia jest zapewniana przez siłownik, siłownik popycha stół łożyskowy typu V w celu realizacji funkcji górnej i dolnej cewki stalowej.
Mechanizm chodu: silnik ciśnieniowy oleju i równoległa konstrukcja szyny prowadzącej. Siła chodu jest dostarczana przez silnik ciśnieniowy oleju, umożliwiając wagonowi poziomy ruch wzdłuż osi otwartego kodera. Oba końce szyny są ograniczone, aby zapobiec wykolejeniu się wagonu.
2. Rozwijak hydrauliczny (1 zestaw)
parametr techniczny
| formularz | Rama spawana z blachy stalowej, hydrauliczny trzpień rozprężny | |
| ilość | A | |
| łożysko | 15 ton | |
| Średnica wewnętrzna cewki stalowej | Φ508mm; | |
| Średnica zewnętrzna cewki stalowej | MAKS.: Φ1800 mm | |
| Otwarta konstrukcja płyty łukowej | ||
| Zakres wzrostu i kurczenia się płyty łukowej | Φ460mm-Φ520mm | |
| Płyta łukowa | 45 # staliwo odlewane (wykończenie chromowane) | |
| Otwarty hamulec rolkowy | 2 komplety hamulców tarczowych | |
| Metoda rozładowania | Podejmij inicjatywę, aby nakarmić | |
| Otwórz moc rolki | Silnik 11 kW | |
Otwórz rolkę i zamknij urządzenie do usuwania rolki za pomocą nacisku rolki
A, funkcja:
Mając stalową cewkę, dokręć wewnętrzną średnicę cewki, otwórz cewkę lub wyjmij cewkę.
Podtrzymuje płytę cewki i zapewnia napięcie taśmy stalowej, składając się z ramy, wału głównego, bębna rozprężnego, urządzenia do kruszenia rozwijanego krążka, podpory pomocniczej, urządzenia hamulcowego i części zasilającej.
B, struktura
a) Rama główna: wykonana ze stali typu A3, blachy stalowej #45, dwa łożyska ślizgowe rozwiercane jednocześnie w celu zapewnienia współosiowości montażu wrzeciona i wyeliminowania bicia promieniowego.
b) Wał główny: wykonany z okrągłego wiertła stalowego 40 Cr o średnicy 85 mm, poddany regulacji jakościowej, a następnie udoskonalony, średnica wału rolkowego 190 mm, ciężar nośny 15 ton.
c) Podnoszenie i kurczenie bębna: zastosowano bęben rozprężny typu suwakowego typu push-pull; cztery płyty łukowe (stal nr 45), para suwaków tnących, średnica rozprężania: Ф470mm-520mm; efektywna długość robocza bębna wynosi 1300mm, zintegrowany trzpień zapewnia współśrodkowość bębna, bęben podnosi się do średnicy 508mm na okrągłym wózku tokarki, powierzchnia galwanizowana twardym chromem.
d) Urządzenie do rozwijania prasy: składa się z rolki dociskowej, ramienia podporowego i cylindra olejowego; rolka dociskowa smarowana jest smarem poliuretanowym, a głowica materiału nie poluzuje się, a ramię podporowe jest podnoszone przez cylinder hydrauliczny.
e) Urządzenie hamulcowe: dzięki pneumatycznemu zespołowi hamulców tarczowych można regulować siłę hamowania, parkując przy zaciśniętym hamulcu, aby zapobiec luźnemu toczeniu się w stanie gotowości i rozruchu, a tym samym uniknąć ocierania się o powierzchnię płyty podczas luźnego toczenia. Sterowanie synchronizacją z otwartym podawaniem rolek.
f) Siła ciśnienia oleju: trzpień pchający i ciągnący: specyfikacja modelu cylindra ciśnienia oleju: Ф 150–150 mm, tryb zasilania olejem przy użyciu złącza obrotowego (pole naftowe na Tajwanie); siłownik hydrauliczny podnoszenia prasy Ф 80–220 mm.
g) Moc elektryczna: otwarta maszyna nawijająca wykorzystuje silnik prądu przemiennego o mocy 11 kW z napędem przekładni zamkniętej (1 zestaw)
3.Podpora hydrauliczna pomocnicza (1 szt.)
(1) Zastosowanie: Podparcie wspornika rolki w celu zwiększenia jej sztywności.
(2) Podpora pomocnicza to mechanizm pręta łokciowego, który jest podnoszony lub opuszczany przez ramię wahadłowe siłownika hydraulicznego.
(3) Podczas otwierania rolki ramię wahadłowe podnosi się, aby przytrzymać wspornik maszyny nawijającej, a podczas zwijania rolki ramię wahadłowe opada.
4. Most przejezdny na żywo (1 szt.)
(1) Konstrukcja główna: rama jest spawana z płytą stalową.
(2) Ciśnienie oleju: górne i dolne: ciśnienie oleju w cylindrze: CA-Φ 80mm (1).
parametr techniczny:
| formularz | Rama i wspornik przejściowy to części spawane z blachy stalowej, a rolka przejściowa to rolka klejąca |
| ilość | A |
| Rękaw żywy (długość i głębokość) | 3000 mm×3500 mm |
| Sposób podnoszenia zestawu stołów | Siłownik hydrauliczny podtrzymuje podnośnik |
Budowa i zastosowanie: służy do kontroli synchronizacji i buforowania prędkości taśmy stalowej między urządzeniem do zdejmowania izolacji a podajnikiem. Stół wykonany jest z płyty nylonowej, co zapobiega zarysowaniu powierzchni blachy. Umiejscowienie trzech par stalowych pasów sterowanych elektrycznym okiem w komorze tulei pozwala na utrzymanie wystarczającej ilości miejsca w komorze.
5. Prowadnica boczna i maszyna do cięcia wzdłużnego (1 zestaw)
Parametry techniczne pozycjonowania prowadnicy bocznej
| formularz | Podstawa do spawania blach stalowych, stojak na rolkę i rama |
| ilość | A |
| Szerokość deski poprzecznej | 200-1250 mm |
| Regulacja szerokości | Regulacja za pomocą pokrętła |
| Materiał w rolce | Stal GCr15 |
| niproll | Φ120 mm×1300 mm |
Konstrukcja i zastosowanie: do orientacji szerokości blachy, zapobiegając jej odchyleniom. Pionowe rolki są umieszczone po obu stronach szerokości blachy, zamocowane na odpowiednich ślizgowych gniazdach, a ślizgowe gniazdo jest regulowane na szynie prowadzącej wzdłuż szerokości blachy, aby dostosować się do różnych szerokości blachy. Pionowa rolka jest hartowana, a powierzchnia rolki jest chromianowana w celu zwiększenia twardości powierzchni i zapobiegania zużyciu mechanicznemu.
Parametry techniczne maszyny
| formularz | Podstawa spawana z blachy stalowej, skrzynia biegów, łuk i rama |
| ilość | Zestaw |
| Podziel prędkość | 120 m/min |
| Średnica wału | Φ180 mm×1300 mm |
| jakość materiału | 42CrMo |
| Rozmiar rozpiętości (podany bez tego) | Φ300mm Φ180mm 10mm (grubość zewnętrzna wewnętrzna) |
| Moc silnika głównego | Silnik AC75Kw |
| Silnik łuku mobilnego | Montowany na zewnątrz stojaka, bez wpływu na nóż |
Budowa i zastosowanie: Maszyna jest urządzeniem do cięcia wzdłużnego w pionie na różne szerokości. Szerokość gotowego produktu można elastycznie zmieniać poprzez wymianę tulei kompozytowej. Wał noża jest regulowany za pomocą wału dolnego i wału górnego, co zapewnia synchroniczny odstęp między wałami noża, co pozwala na precyzyjną kontrolę szczeliny między wałem górnym a dolnym. Wały górny i dolny są mocowane nakrętkami w kierunku osiowym, a końcówki wałów górnego i dolnego ostrza. Do wymiany ostrza należy użyć bocznej ramy osłonowej (napędu silnikowego).
(1) Główna konstrukcja: płyta stalowa, gniazdo odlewnicze, przekładnia synchroniczna, napęd uniwersalny, elektryczne urządzenie podnoszące śrubę.
(2) Materiał trzonu narzędzia: 40 Cr, średnica trzonu noża: Φ180 mm 1300 mm, obróbka średniej częstotliwości po obróbce zgrubnej, szlifowanie, chromowanie twarde, 20 mm z rowkiem wpustowym.
(3) Blokada wału noża: nakrętka blokuje narzędzie.
(4) Regulacja płyty naciskowej grupy wsporników, regulacja podnoszenia i opuszczania, zamocowane drewno.
(5) Ruch gniazda narzędzia: elektryczny do wewnątrz i na zewnątrz, podnoszenie wału noża, synchronizacja elektryczna.
(6) Moc ścinania: silnik zwykły 75 KW z przetwornicą częstotliwości.
6. Nawijarka złomu (obie strony)
jedno połączenie; niezależna kontrola napięcia konwersji częstotliwości
parametr techniczny:
| formularz | Stojak na spawane blachy stalowe |
| struktura | Niezależna konstrukcja podająca (lewa i prawa strona): bęben, wałek prasy i układ napędowy. Sterowanie siłownikiem olejowym dla łatwego rozładunku. |
| ilość | Dwa; jeden lewy i jeden prawy |
| Otrzymaj szerokość krawędzi złomu | I 2-10mm / jedna strona |
| prędkość zwijania | 0-120 m/min |
| Przetocz ciężar | MAKS.: 300 kg |
| Moc silnika głównego | AC 3 kW (dwa) |
| oddechowy | Rozszerzenie mechaniczne |
Budowa i zastosowanie: maszyna do nawijania bocznego materiału to urządzenie, które nawija taśmę z dwóch stron. Napęd silnikowy z dodatkowym cylindrem olejowym zapewnia stabilność i trwałość.
7. Most przejezdny II (1 szt.)
(1) Konstrukcja główna: rama jest spawana z płytą stalową.
(2) Ciśnienie oleju: górne i dolne: ciśnienie oleju w cylindrze: CA-Φ 80mm (1).
parametr techniczny:
| formularz | Rama i wspornik przejściowy to części spawane z blachy stalowej, a rolka przejściowa to rolka gumowa |
| ilość | A |
| Rękaw żywy (długość i głębokość) | 3000 mm×5000 mm |
| Sposób podnoszenia zestawu stołów | Siłownik hydrauliczny podtrzymuje podnośnik |
| Płyta prasowa krawiecka | Zapobiegaj wpadnięciu płyty do dołu i uszkodzeniu materiału |
Budowa i zastosowanie: służy do kontroli synchronizacji i buforowania prędkości taśmy stalowej pomiędzy zwijaczem a urządzeniem do zdejmowania izolacji. Stół wykonany jest z płyty nylonowej, co zapobiega zarysowaniu powierzchni blachy.
8. Stół rozdzielający i napinający
(1) Główna konstrukcja: płyta stalowa, rolka rozdzielająca, guma PU itp.
(2) Podkładka napinająca: wierzchnia warstwa pokryta filcem wełnianym.
(3) Rolka pasa: guma PU, Φ350mm.
(4) Siła ciśnienia oleju: podnoszenie podkładki napinającej: siłownik ciśnienia oleju: FA- Φ 80 mm (2 sztuki).
parametr techniczny:
| formularz | Podstawa i rama do spawania blach stalowych |
| ilość | Zestaw |
| Wielkość sektora | Φ80×Φ180*3 |
| Oddzielny rozmiar zestawu | Φ80×Φ110×& |
| Środkowa rolka dociskowa | Winda pionowa |
Budowa i zastosowanie: wzdłużna taśma rozdzielająca zapobiega zsuwaniu się napinacza podczas układania w stosy, łatwy montaż. Dostępne są dwa zestawy tarcz rozdzielających. Wał tarczy rozdzielającej można zdemontować od strony roboczej, co ułatwia wymianę i czyszczenie.
| formularz | Podstawa spawana z blachy stalowej, rama, skład układu hamulcowego |
| ilość | A |
| Typ płyty dociskowej | Płytę napędza cylinder, aby uzyskać idealne naprężenie ściskające |
Funkcja: Ułożenie taśmy stalowej i równomierne naprężenie każdej taśmy w celu ponownego zwinięcia. Uzyskane naprężenie decyduje o szczelności przewijania. Równomierne naprężenie zapewnia precyzyjne nawijanie. System składa się głównie z ramy głównej, przedniej ramy rozdzielającej, prasy, tylnej ramy rozdzielającej, platformy napinającej i rolki prowadzącej.
B, struktura:
● Główna konstrukcja ramy: wykonana z profilu, montaż płyt stalowych spawany, obróbka powierzchni podstawy po wyżarzaniu.
● Przednia rama rozdzielająca: zastosowana niezależna rama typu prowadzącego, rama jest połączona za pomocą dwóch powierzchni, a separator jest zamontowany na wale przegrody korpusu i tulei, co jest bardzo wygodne; przednia rama rozdzielająca może poruszać się w górę i w dół względem ramy głównej i może zatrzymać się na dowolnej wysokości.
● Platforma napinająca: składa się z bocznego łuku płytowego, górnej ramy gantry, dolnej płyty podkładowej, górnej płyty podkładowej i cylindra olejowego. Filc wełniany można zamocować na górnej i dolnej płycie podkładowej. Pas płytowy przechodzi między górną i dolną płytą podkładową, a płyta dociskowa wytwarza napięcie. Górna płyta podkładowa jest napędzana synchronicznie przez dwa cylindry olejowe.
● Rolka prowadząca, urządzenie płytowe
Rolka prowadząca: z gniazdem łożyskowym, bezszwowa rura stalowa owinięta gumą PU, z dynamicznym wyważeniem, której funkcją jest prowadzenie pasa płytowego do nawijarki.
Urządzenie płytowe: składa się z zębatki i układu napędowego. Urządzenie płytowe wykorzystuje hydrauliczny układ napędowy, którego funkcją jest przesyłanie głowicy płyty do nawijarki.
9 Hydrauliczny nawijak
(1) Główna konstrukcja: bęben ma konstrukcję bezszwową; płyta stalowa, rolka rozdzielająca, wał główny, płyta czterołukowa (zygzakowata), blok przesuwny, płyta boczna, łożysko, gniazdo łożyska, cylinder pchający i ciągnący, reduktor skrzynkowy, hydrauliczne urządzenie popychające, hamulec parowy itp.
(2) Rozszerzanie i kurczenie się szpuli: Φ480mm~ Φ508mm, z urządzeniem szczękowym, cylindrem ciśnieniowym oleju: FA- Φ150mm (1 odgałęzienie).
(3) Moc elektryczna: Zwykły silnik o mocy 90 kW wyposażony jest w przetwornicę częstotliwości.
Parametry techniczne nawijarki
| formularz | Rama spawana z płyt stalowych, trzpień rozprężny hydrauliczny z pojedynczym ramieniem i konstrukcja skrzyni biegów |
| ilość | A |
| łożysko | 15 ton |
| Średnica wewnętrzna cewki stalowej | Φ508 mm |
| Materiał wrzeciona | 42 Cr Mo |
| Płyta łukowa klapy szpuli | Stal 45 # po obróbce jakościowej, powierzchnia pokryta twardym chromem |
| Skondensowane usta zacisku | Napęd cylindra olejowego w górę i w dół |
| Średnica zewnętrzna cewki stalowej | MAKS.: Φ1800 mm |
| Płyta z materiałem push | Siłownik olejowy |
| zespół hamulcowy | Hamulec tarczowy |
| Moc silnika głównego | Silnik AC90 kW |
Budowa i zastosowanie: Urządzenie służy do przewijania taśmy po cięciu wzdłużnym. Składa się z ramy, bębna, układu napędowego, układu podnoszenia i kurczenia, układu hamulcowego, układu smarowania, układu hydraulicznego itp.
Układ napędowy: wrzeciono napędzane jest silnikiem. Układ zwiększania i zmniejszania: naprężenie jest zapewniane przez cylinder olejowy zwiększający i zmniejszający ciśnienie, co powoduje, że przesuwne gniazdo na wale głównym powoduje przesunięcie, a suwak o kształcie qi i przesuwne gniazdo powodują przesunięcie, co umożliwia podnoszenie i zmniejszanie ciśnienia bębna.
Parametry techniczne ramienia dociskowego wału separatora
| formularz | Podstawa i rama do spawania blach stalowych |
| ilość | A |
| Wielkość sektora | Φ80×Φ180×3 |
| Oddzielny rozmiar zestawu | Φ80×Φ110×& |
Budowa i zastosowanie: Urządzenie służy do przewijania materiału w procesie cięcia wzdłużnego. Ramię prasy jest wprawiane w ruch przez siłownik olejowy. Wał prasujący można ręcznie rozsunąć wokół stałego punktu podparcia w celu wymiany płyty izolacyjnej (podkładki).
10 Podpora hydrauliczna pomocnicza II
(1) Zastosowanie: Podparcie wspornika rolki w celu zwiększenia jej sztywności.
(2) Podpora pomocnicza to mechanizm pręta łokciowego, który jest podnoszony lub opuszczany przez ramię wahadłowe siłownika hydraulicznego.
(3) Podczas odbioru rolki ramię wahadłowe podnosi się, aby przytrzymać wspornik maszyny nawijającej, a po otrzymaniu rolki ramię wahadłowe opada.
11 Wózek wyjściowy cewki do nawijarki (1)
(1) Główna konstrukcja: płyta stalowa, koło jezdne, cztery kolumny prowadzące, wał napędowy itp.
(2) Napęd hydrauliczny, prędkość 6 metrów na minutę.
(3) Moc ciśnienia oleju: wysokość podnoszenia 600 mm, cylinder ciśnienia oleju: FA- Φ125 mm (1 gałąź).
Parametry techniczne:
| formularz | Ciężka stalowa rama, sterowanie ciśnieniem oleju i silnikiem |
| ilość | A |
| Powierzchnia typu V | Spawanie blach stalowych |
| łożysko | 15 ton |
| Wycieczka wyciągiem | 600 mm |
| Moc chodzenia w samochodzie | silnik |
| Prędkość chodzenia samochodu | 7 m/min |
Budowa i zastosowanie: do rozładunku zwoju, rozładowywania zwoju stali z zwoju, wózek jezdny do sterowania silnikiem ciśnienia oleju, podnoszenie i podnoszenie do sterowania siłownikiem hydraulicznym.
Mechanizm podnoszenia: siłownik hydrauliczny i przesuwna konstrukcja kolumny prowadzącej, siła podnoszenia jest zapewniana przez siłownik, siłownik popycha stół nośny typu V, aby zrealizować funkcję górnej i dolnej cewki stalowej, oraz wózek rozładowczy z prętem zapobiegającym odwróceniu.
Mechanizm chodu: silnik ciśnieniowy oleju i konstrukcja równoległej szyny prowadzącej. Siła chodu jest dostarczana przez silnik ciśnieniowy oleju, aby wprawić wagon w ruch poziomy wzdłuż osi cewki rolki. Oba końce szyny są ograniczone blokadą, aby zapobiec wykolejeniu się wagonu.
12 Układ hydrauliczny (1 zestaw)
(1) Główna konstrukcja: zbiornik oleju wykonany ze spawanych płyt stalowych o pojemności 300 kg oraz wszelkiego rodzaju zawory ciśnieniowe oleju, panele olejowe.
(2) Moc: silnik klasy E o mocy 7,5 kW i pompa olejowa, 30 ml, ciśnienie normalne 70 kg/cm2, ciśnienie maksymalne: 140 kg/cm.
parametr techniczny:
| ilość | Zestaw |
| zbiornik paliwa | 300L |
| Pojemność pompy olejowej | 25ml/obr. |
| Ciśnienie robocze układu | 12 MPa |
| moc silnika | 7,5 kW |
| metoda schładzania | Chłodzenie wiatrem |
| temperatura pracy | 0℃—60℃ |
| substancja usługowa | Olej hydrauliczny przeciwzużyciowy N68 |
Skład i zastosowanie: sterowanie pracą części hydraulicznej całej linii produkcyjnej. System, wykorzystujący scentralizowane sterowanie, składa się z jednej stacji hydraulicznej, wielu zaworów i kilku rurociągów. Składa się głównie z korpusu zbiornika oleju, zespołu elektrycznego pompy oleju, zaworu hydraulicznego, rurociągu hydraulicznego itp.
13 Układ sterowania elektrycznego
(1) Stół operacyjny sterowany elektronicznie.
(2) Napięcie zasilania: trójfazowe 380VAC ± 10% Częstotliwość: 50Hz ± 1
(3) Skład i zastosowanie: System jest wyposażony w stanowisko operacyjne, cała linia jest scentralizowana, stanowisko operacyjne posiada wyświetlacz cyfrowy, regulację prędkości maksymalnej i minimalnej, podawanie ręczne, segmentację ciągłą, alarm awarii i inne funkcje. System regulacji prędkości, sterownik programowy (PLC) wykorzystujący produkty firmy Taiwan Yong Hong. Inne komponenty sterowania elektrycznego pochodzą z importu lub są produktami joint venture tej samej klasy. Konsola, skrzynka z przyciskami, komponenty detekcyjne oraz kable i przewody. Dzięki sterowaniu za pomocą ekranu dotykowego można łatwo ustawiać i modyfikować parametry procesu produkcyjnego, w tym prędkość, przełączanie ręczne i automatyczne, oraz monitorować stan pracy każdej części. Zapewnienie bezpiecznej i wydajnej pracy linii produkcyjnej.
14 Opis marki i dostawcy:
Część mechaniczna
| numer zamówienia | nazwa | producent | uwagi |
| 1 | łożysko | Japonia importowała NSK | Podziel hostię |
| 2 | łożysko | Oś Ha, oś kafelka | wyposażenie dodatkowe |
| 3 | Maszyna z przekładnią silnikową | Ying a | |
| 4 | reduktor biegów | Guo MAO |
Sprzęt pneumatyczny
| numer zamówienia | nazwa | producent | uwagi |
| 1 | cylinder pneumatyczny | Produkty krajowej jakości | |
| 2 | zawór elektromagnetyczny | gwiazdy | |
| 3 | zawór regulacji prędkości | gwiazdy |
Część hydrauliczna
| numer zamówienia | nazwa | producent | uwagi |
| 1 | elektromagnetyczny zawór kierunkowy | Olej kun | |
| 2 | zawór bezpieczeństwa elektromagnetycznego | Olej kun | |
| 3 | chłodziarka | Produkty krajowej jakości |
Całkowita wartość elektryczna
| numer zamówienia | nazwa | dostawca |
| 1 | PLC | Tajwan Yong Hong |
| 2 | interfejs człowiek-komputer | Weilun, Tajwan |
| 3 | transformator częstotliwości | Huichuan |
| 4 | przekaźnik pomocniczy | Schneider |
| 5 | Zwykły silnik | Jiang Shenga |
| 6 | Komponenty niskonapięciowe | Schneider |
15 Losowy załącznik:
(1) Rysunek montażowy fundamentu mechanicznego, rozmieszczenie śrub i rysunek rozmieszczenia linii produkcyjnej.
(2) Załącznik: 20 części; 120 zebranych pionów nylonowych; 20 części napinających; 120 pionów napinających; 1 wałek tnący.
| numer zamówienia | Opis opis | zakres dostawy | uwagi | |
| Sprzedający | kupujący |
| ||
| 1 | projekt | |||
| 1.1 | Harmonogram projektu | √ |
|
|
| 1.2 | projektowanie maszyn | √ |
|
|
| 1.3 | Projekt elektryczny do obsługi maszyn | √ |
|
|
| 1.4 | Projekt obwodu dla ciśnienia powietrza i ciśnienia hydraulicznego | √ |
|
|
| 1,5 | Projekt układu linii produkcyjnej | √ |
|
|
| 2 | robić | |||
| 2.1 | Utwórz harmonogram | √ |
|
|
| 2.2 | Część mechaniczna i elektryczna produkcji | √ |
|
|
| 2.3 | Kontrola i testowanie produkcji | √ |
|
|
| 2.4 | farba w sprayu | √ |
|
|
| 2,5 | pakiet | √ |
|
|
| 3 | warunki dostawy | |||
| 3.1 | Rozładunek na miejscu |
| √ |
|
| 3.2 | Sprzęt do rozładunku na placu budowy (dźwig itp.) |
| √ |
|
| 3.3 | Potwierdzenie i przechowywanie sprzętu na miejscu |
| √ |
|
| 4 | prace fundamentowe | |||
| 4.1 | Projektowanie fundamentów inżynierii lądowej | √ |
|
|
| 4.2 | Inżynieria fundamentowa i doradztwo | √ |
| sprzedawca dostarcza podstawową mapę |
| 4.3 | Kontrola robót podstawowych | √ | √ |
|
| 4.4 | śruba zatokowa | √ |
|
|
| 4.5 | Podkładka maszynowa (płaska podkładka, skośna podkładka) | √ |
|
|
| 4.6 | Do fundamentu mechanicznego wlewa się zaprawę i zaprawę murarską |
| √ |
|
| 4.7 | Zaprawę wstrzykuje się do otworu w stopie urządzenia |
| √ |
|
| 4.8 | Zatopione w betonie (H-, itp.) |
| √ |
|
| 5 | prace montażowe | |||
| 5.1 | Sprzęt instalacyjny (pojazd napędowy, dźwig samochodowy itp.) |
| √ |
|
| 5.2 | narzędzie zamienne | √ |
|
|
| 5.3 | Materiały instalacyjne (rury i przewody hydrauliczne i pneumatyczne) | √ |
|
|
| 6 | środki ostrożności | |||
| 6.1 | Płyta pokrywy rowu i pompa zanurzeniowa |
| √ |
|
| 6.2 | poręcz | √ |
|
|
| 7 | Technika hydrauliczna, ciśnieniowa i zamrażająca | |||
| 7.1 | jednostka hydrauliczna |
|
|
|
| 7.2 | Inżynieria hydrauliczna drenażu (w sprzęcie) | √ |
|
|
| 7.3 | Prace hydrauliczne przy rurach spustowych (w wykopie) | √ |
|
|
| 8 | inżynieria elektryczna | |||
| 8.1 | Zainstaluj wymagane zasilanie |
| √ |
|
| 8.2 | Kabel pierwotny od stacji elektroenergetycznej do panelu sterowania i szafy rozdzielczej |
| √ |
|
| 8.3 | Rów kablowy |
| √ |
|
| 8.4 | Okablowanie wtórne szafy głównej do maszyny | √ |
|
|
| 8,5 | Otwór kablowy do okablowania wtórnego | √ |
|
|
| 8.6 | Sterownik silnika i napędu | √ |
|
|
| 8.7 | Okablowanie i przewody spustowe w maszynie | √ |
|
|
| 8.8 | Każda linia do szafy rozdzielczej zasilania | √ |
|
|
| 8.9 | Zatwierdzenie użytkowania oświetlenia i urządzeń elektrycznych |
| √ |
|
| 9 | przebieg próbny | |||
| 9.1 | Materiały do testu |
| √ |
|
| 9.2 | Pracownik testowy |
| √ |
|
| 9.3 | Wtrysk oleju, olej przekładniowy, olej hydrauliczny itp. |
| √ |
|
| 9.4 | Narzędzia do obsługi konserwacji | √ |
|
|
| 10 | Szkolenia i serwis posprzedażowy | |||
| 10.1 | Instrukcja obsługi i konserwacji | √ |
|
|
| 10.2 | Szkolenia z zakresu obsługi i konserwacji | √ |
| |
(1) System ostrzegawczy alarmowy;
1. Skonfiguruj blokadę potwierdzenia wspólnego warunku operacji (blokadę bezpieczeństwa) i monit alarmowy dla każdego wpisu.
2. Każde stanowisko operacyjne, w tym karmienie, operacja główna, rozładunek itd., może obsługiwać alarm niezależnie.
3. Gdy każde ruchome urządzenie jest uruchomione, włącza się alarm.
(2) Urządzenie blokujące bezpieczeństwo (wykrywanie podczerwienią i alarm dla części stanowiącej zagrożenie krytyczne)
(3) Rolka zaciskowa urządzenia, wałek łączący, łańcuch obrotowy, odsłonięte klocki hamulcowe i inne części robocze muszą być wyposażone w osłonę ochronną i poręcze zabezpieczające wokół tulei.
(4) Znaki ostrzegawcze dotyczące niebezpiecznych części i ważnych części urządzenia
(5) Korpus wirujący należy oznaczyć wyraźnymi kolorami, odróżniającymi się od koloru korpusu urządzenia (w kolorze żółtym).
1. Kupujący zapewni wodę chłodzącą i źródło gazu do interfejsu urządzenia.
2. Kupujący będzie właścicielem rozdzielnicy zasilającej (trzy fazy, pięć linii), której wydajność musi odpowiadać zapotrzebowaniu energetycznemu urządzenia.
3. W skrzynce rozdzielczej znajdują się więcej niż trzy zaciski wyjściowe.
4. Skrzynka rozdzielcza zasilania znajduje się w odległości 5 m od głównej szafy operacyjnej.
5. Kupujący jest odpowiedzialny za doprowadzenie zasilania do stanowiska operacyjnego.
6. Kupujący zobowiązany jest dostarczyć jedną sprężarkę powietrza.
7. Kupujący dostarczy olej przekładniowy, olej hydrauliczny, olej smarowy i gatunek oleju dostarczony przez Sprzedającego.
8. Kupujący dostarczy niezbędne materiały do uruchomienia oraz odpowiednie narzędzia i urządzenia pomocnicze.
Kategorie produktów
-

Maszyna do formowania rolek szynowych w sprzedaży hurtowej
-

Siatka sufitowa SIHUA w rolce, jakość szanghajska...
-

Maszyna do formowania rolek Shanghai Rail
-

Walcowanie profili kołków i torów o wydajności 120 m na minutę...
-

Maszyna spawalnicza SIHUA jest częścią konstrukcji SIHUA ...
-
Maszyna do formowania kołków i gąsienic