Witamy na naszych stronach internetowych!




Maszyna do formowania rolek kanałowych
| Materiał profilu | A) Pasek ocynkowany | Grubość (MM): 1,5-2,5 mm |
| B) Czarny pasek | ||
| C) Pasek węglowy | ||
| Granica plastyczności | 250 - 550 MPa | |
| Naprężenie rozciągające | G250 MPa-G550 MPa | |
| części linii produkcyjnej | Wybór opcjonalny | |
| Stacja formowania | 20-35 kroków (według rysunku klienta) | |
| Główna marka silnika maszyny | TECO/ABB/Siemens | SZYĆ |
| Układ napędowy | Napęd skrzyni biegów | * Napęd skrzyni biegów |
| Prędkość formowania | 10-15 m/min | 20-35 m/min |
| Materiał rolek | CR12MOV (stal Dongbei) | Cr12mov (stal Dongbei) |
| Marka przemiennika częstotliwości | YASKAWA | SZYĆ |
| Marka PLC | Mitsubishi | * Siemens (opcjonalnie) |
| System ścinania | SIHUA (import z Włoch) | SIHUA (import z Włoch) |
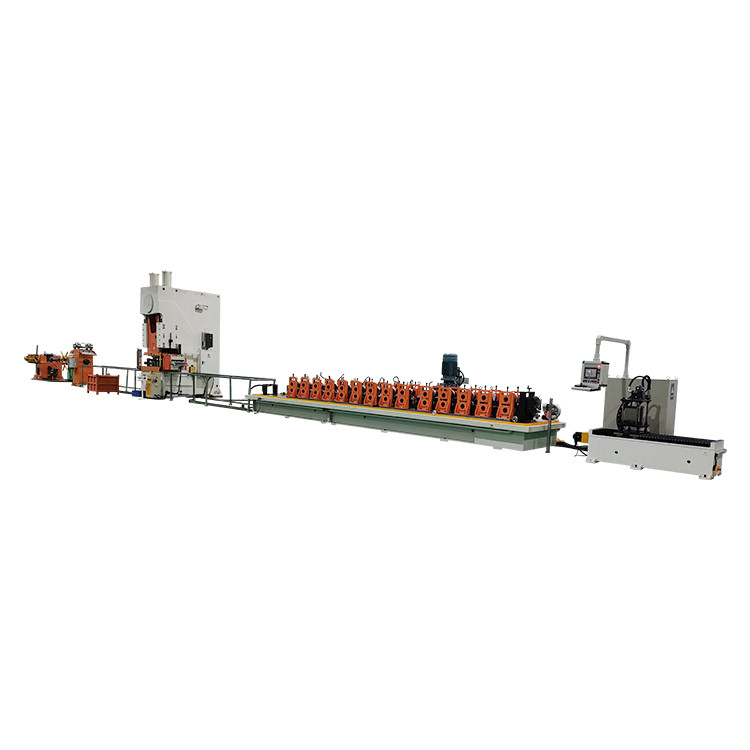
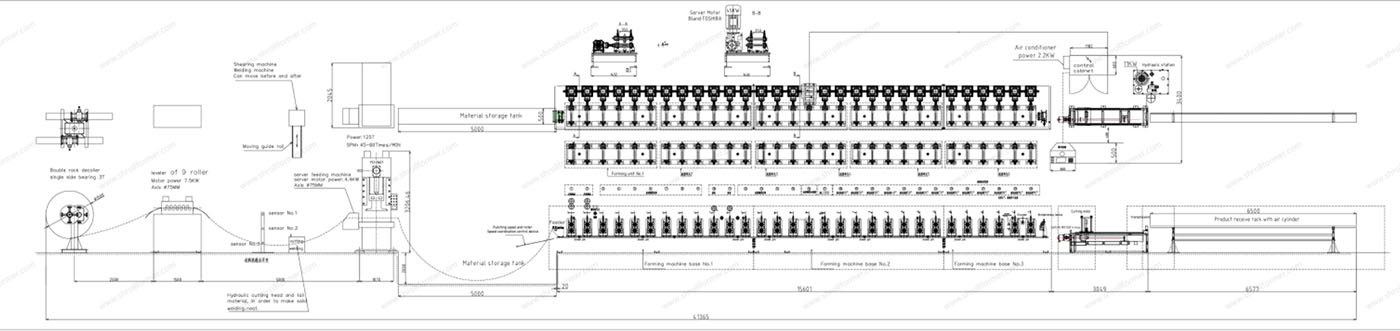
Wprowadzenie maszyny do formowania profili kanałowych
Proces produkcyjny: Rozwijarka → dźwignia i podajnik → prasa (zawierająca wykrojnik) → profilarka do formowania rolkowego → stół tnący → stół pakujący (układ hydrauliczny z zasilaniem) wszystkie części są sterowane za pomocą układu sterowania elektrycznego
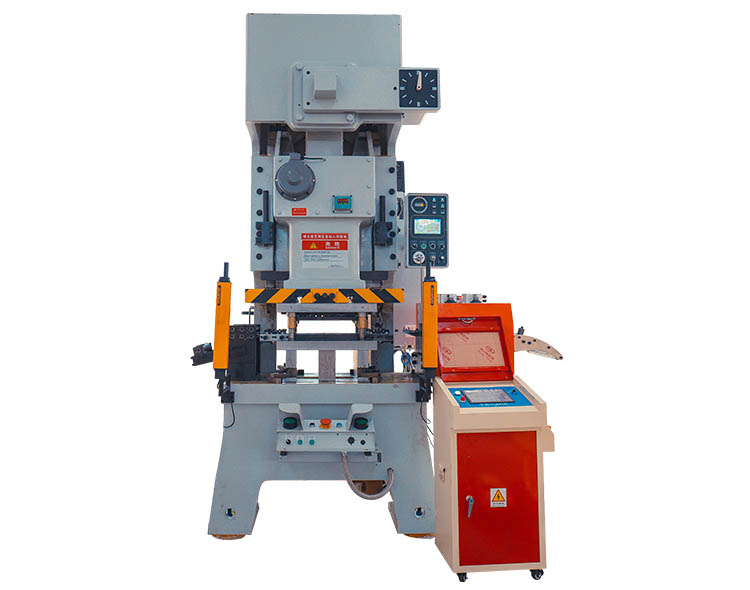
Prostownica maszyny do profilowania kanałów konstrukcyjnych.

Pojemność Yangli 125 ton YANGLI JH21-125.
Maszyna do gięcia rolek C 38*40 Prędkość produkcji 30-50 m na min.

Stół sztaplowany 6,5m.

1. Enkoder: OMRON (japońska marka)
2. Silnik częstotliwości: 45 kW (NIDEC) JAPONIA
3. PLC: MITSUBISHI (marka japońska)
4. Interfejs użytkownika: KINCO
5. Przekaźnik: OMRON (japońska marka)




Napisz tutaj swoją wiadomość i wyślij ją do nas
Kategorie produktów
-

Maszyna do formowania rolek regałów magazynowych pionowych
-

Maszyna do formowania rolek rusztowań
-

Walcowanie profili kołków i torów o wydajności 120 m na minutę...
-

Siatka sufitowa SIHUA w rolce, jakość szanghajska...
-

Maszyna do formowania profili Ss304 Unstruct
-

Automatyczna, dostosowana do potrzeb klienta linia do produkcji płatwi C/Z firmy SIHUA...